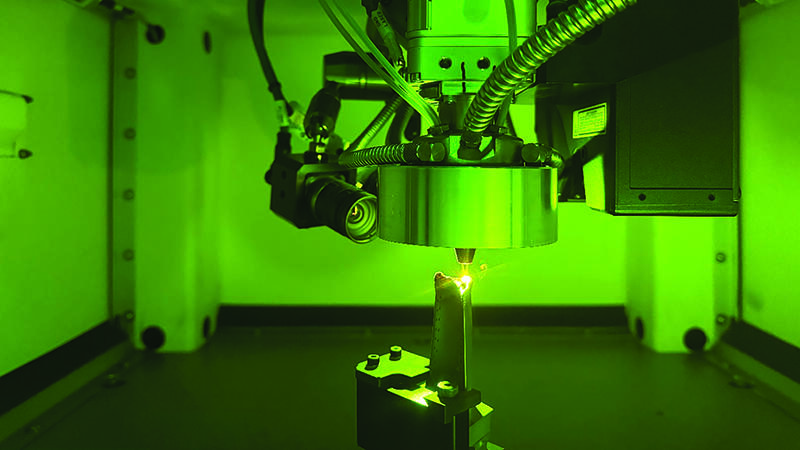
An adaptive automated laser welding system increases high-pressure turbine blade repair yield and reduces turnaround times.
Credit: GE Aerospace
Record engine deliveries eventually mean record repairs and overhauls. How can aftermarket providers solve the conundrum of handling rapidly growing volumes while decreasing all-important turnaround times? The challenge is particularly acute for GE Aerospace, the world’s biggest engine company...


GE Accelerates Singapore Repair Growth Capability is part of our Aviation Week & Space Technology - Inside MRO and AWIN subscriptions.
Subscribe now to read this content, plus receive full coverage of what's next in technology from the experts trusted by the commercial aircraft MRO community.
Already a subscriber to AWST or an AWIN customer? Log in with your existing email and password.
Related Content




