Credit: SIEMENS
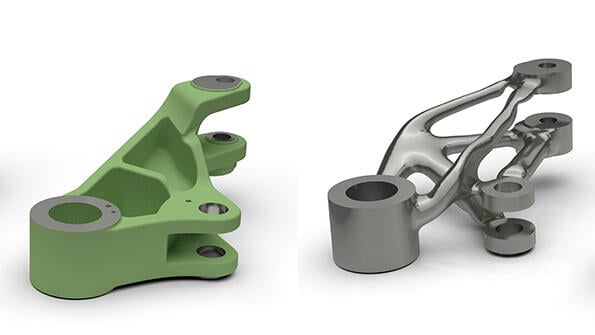
According to the consultancy MarketsandMarkets, aerospace firms will be using additive manufacturing (AM) to make more than $3 billion in parts by 2022, up from a bit over $700 million in 2017. Aerospace and AM have a mutually beneficial relationship. Aerospace firms often have the rigorous...

Subscription Required
This content requires a subscription to one of the Aviation Week Intelligence Network (AWIN) bundles.
Schedule a demo today to find out how you can access this content and similar content related to your area of the global aviation industry.
Already an AWIN subscriber? Login
Did you know? Aviation Week has won top honors multiple times in the Jesse H. Neal National Business Journalism Awards, the business-to-business media equivalent of the Pulitzer Prizes.
Related Content




